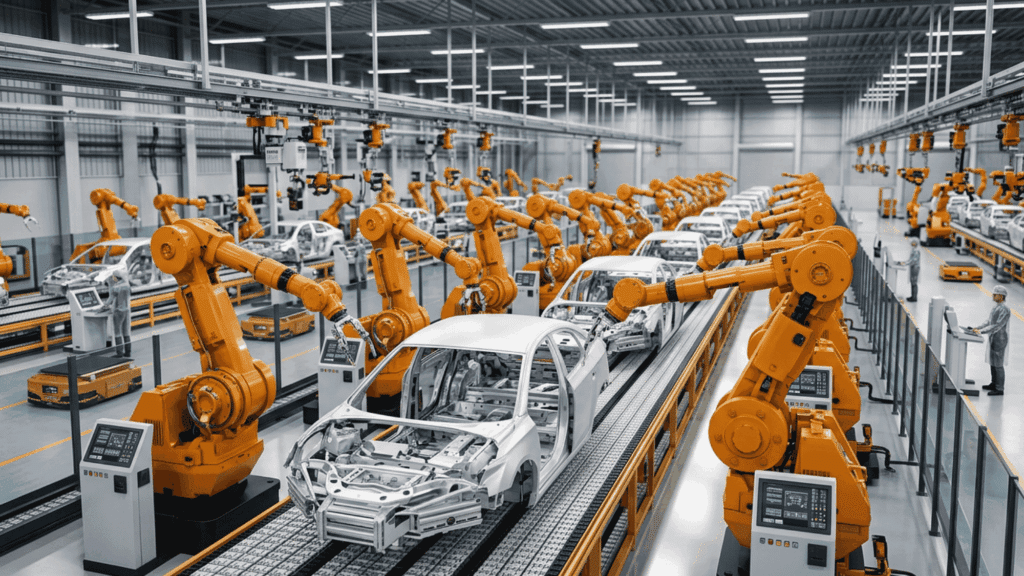


Industrial robots have reshaped how products are built, moved, and packaged across every major sector in the United States.
From automotive assembly to pharmaceutical production, the types of robots used in each setting vary widely in terms of mechanical structure, payload capacity, and task requirements.
This post ranks the most important types of robots found in industrial environments today, covering how each one works, where it performs best, and why it matters to modern manufacturing operations.
Read through each category to find the right fit for your production needs.
How Industrial Robots are Classified
Industrial robots are categorized by their mechanical structure, movement capability, and the tasks they are built to perform within a production environment.
Classification helps engineers, procurement teams, and plant managers select the right configuration for their specific application.
The International Federation of Robotics reports that global installations reached approximately 553,000 units in 2023 alone.
Each installation serves a purpose tied to its mechanical design. Some units operate on fixed axes; others move freely across an entire facility floor.
Getting that selection right determines how efficiently a facility operates, how safely workers perform their roles, and how quickly a company can scale output without sacrificing quality.
Types of Industrial Robots by Function
Each industrial robot below is defined by what it does, how it moves, and where it fits within a production or an automated manufacturing environment.
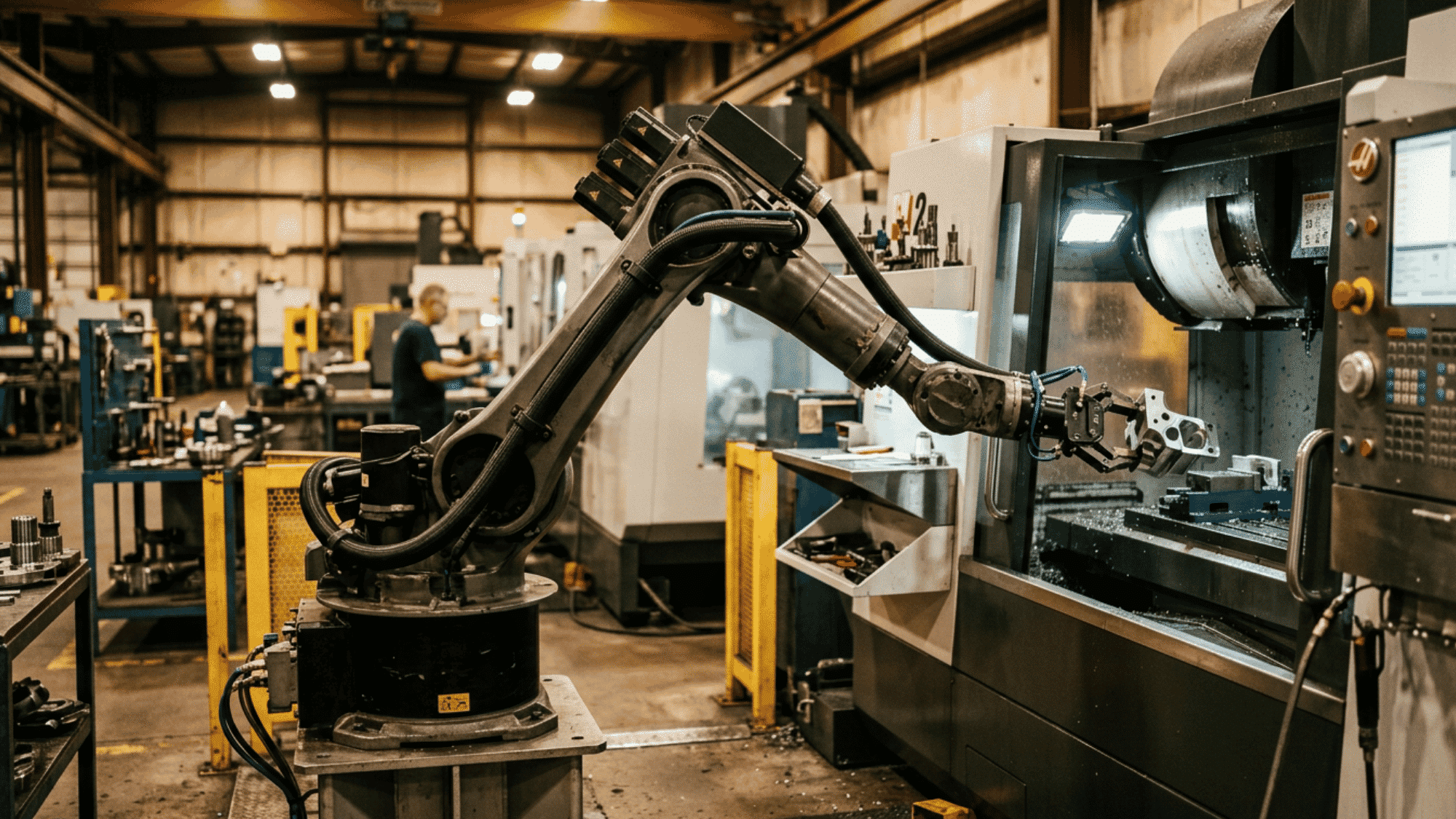
1. Articulated Robots
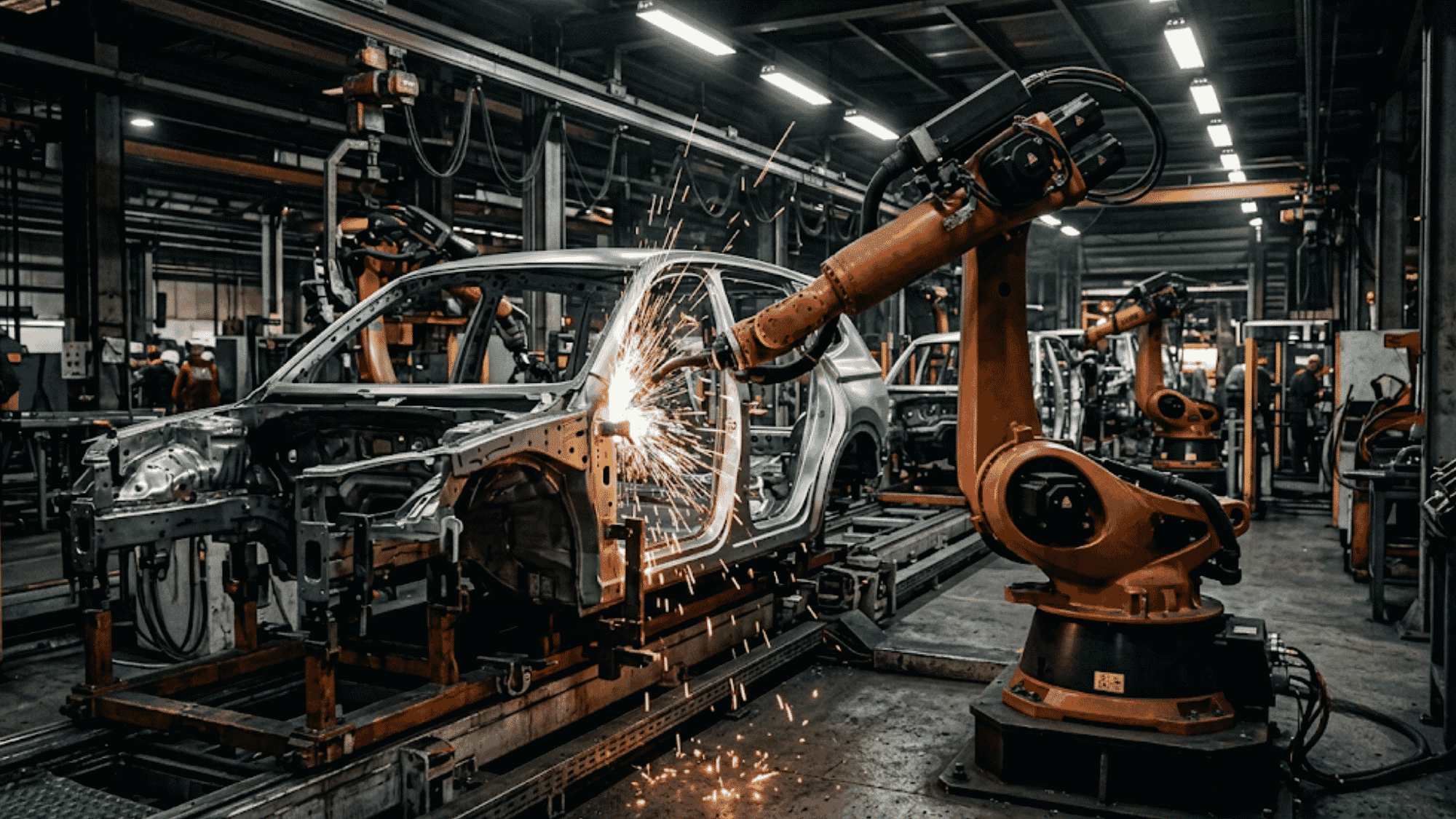
Rotary-jointed machines with 2–10 axes that mimic a human arm, handling payloads from a few kg to over 1,300 kg.
- Best Applications: Arc and spot welding, material handling, machine tending, painting.
- Advantages: Widest range of motion. Broadest payload range. Default choice for complex multi-axis tasks.
- Limitations: Higher cost and programming complexity. Larger footprint. Speed trades off at high payload.
2. SCARA Robots
Four-axis arms compliant horizontally but rigid vertically, built for fast, repeatable work within a cylindrical envelope.
- Best Applications: Pick-and-place, packaging, sorting, top-down part insertion.
- Advantages: Cycle times reach fractions of a second. High repeatability at volume. Compact footprint.
- Limitations: No multi-angle reach. Smaller payload capacity than articulated arms.
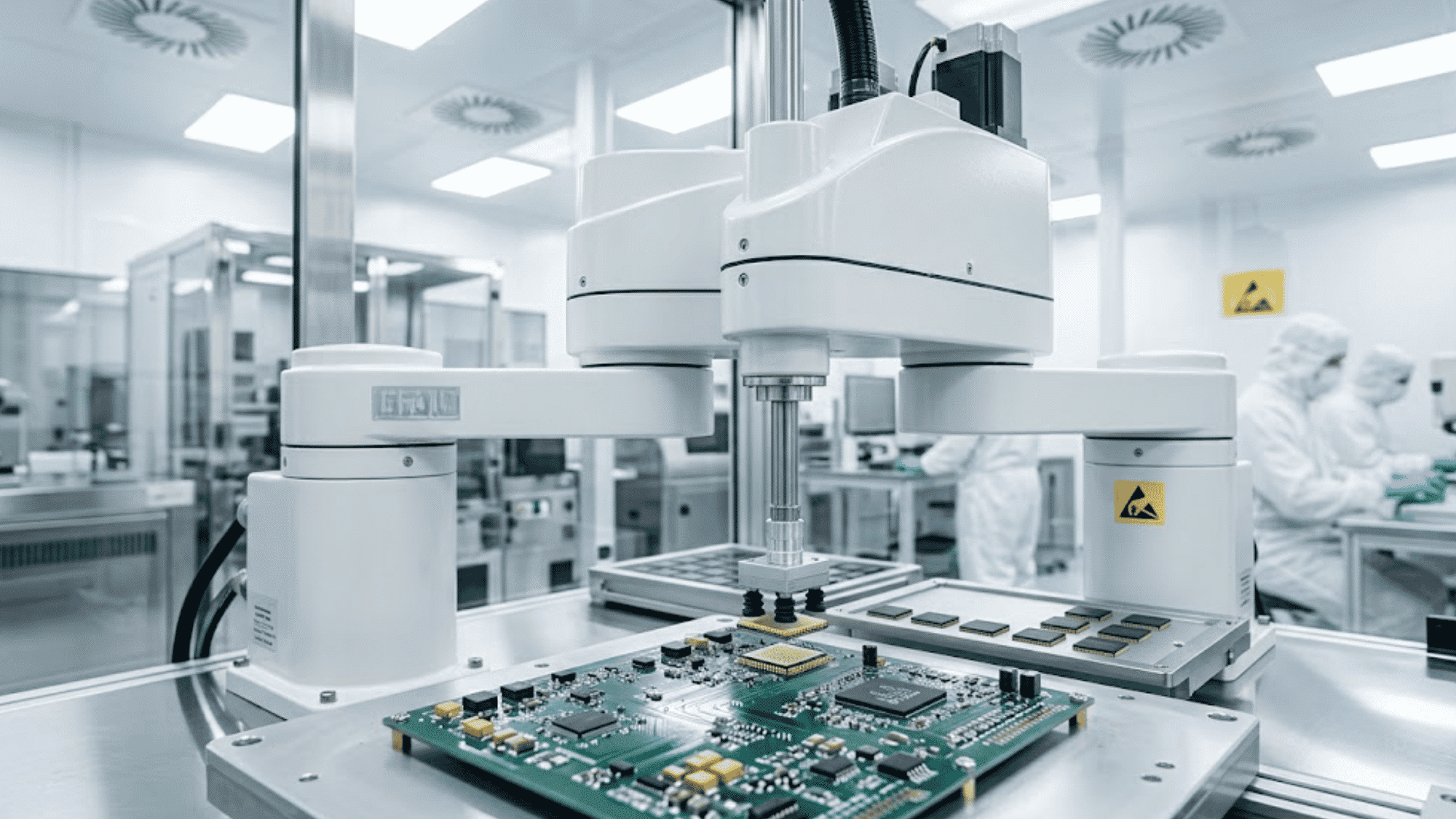
3. Collaborative Robots (Cobots)
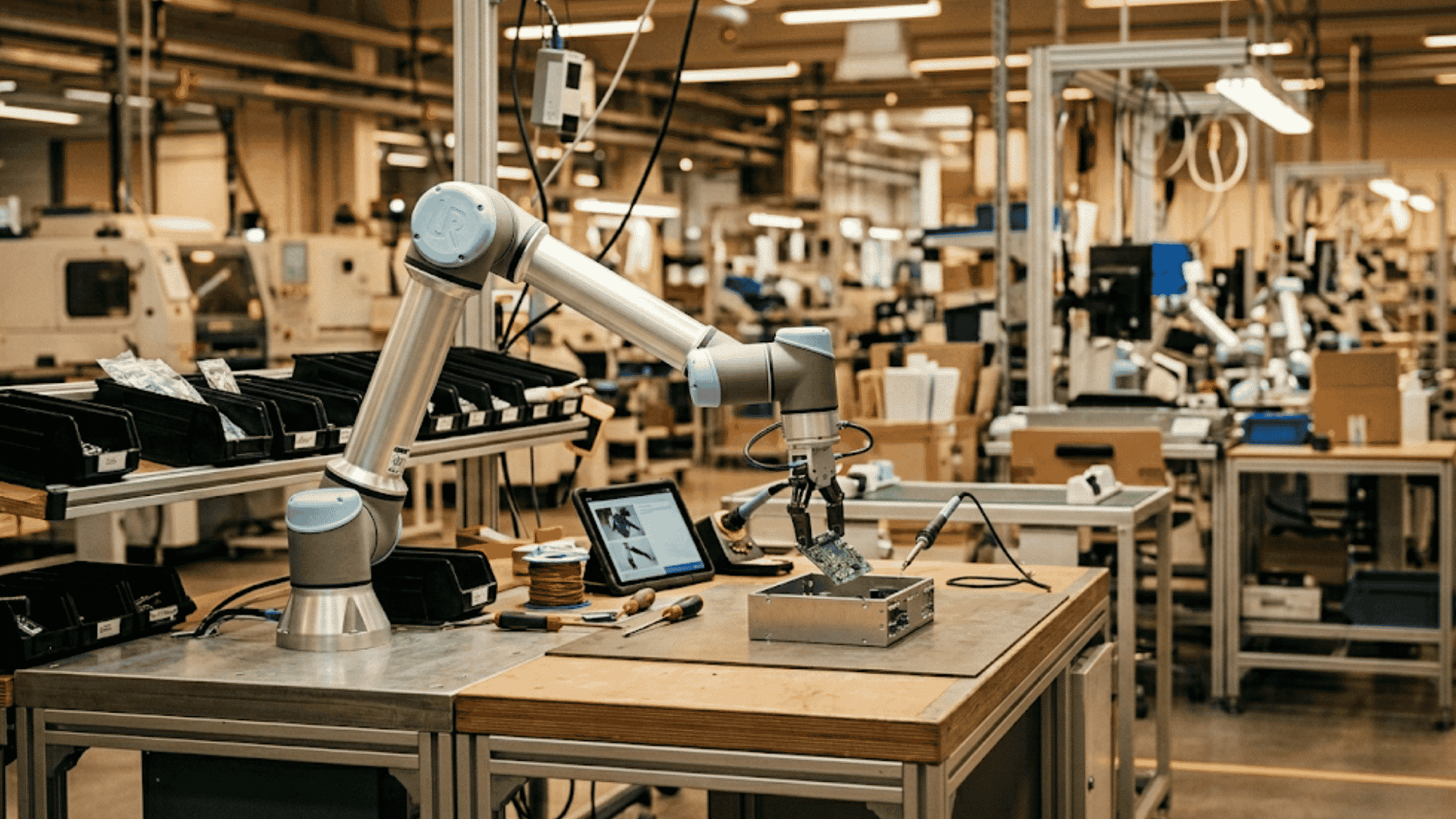
Force-limited robots that work alongside people without safety caging, stopping instantly on contact.
- Best Applications: Electronics assembly, quality assurance, lab automation, hazardous task replacement.
- Advantages: No caging required. Lower cost and simpler installation. Some models learn from human movement.
- Limitations: Slower speeds. Lower payload and reach. Force-limiting may not suit all applications.
4. Cartesian / Gantry Robots
Three-axis machines moving along linear X, Y, Z rails. Overhead-mounted versions are called gantry robots.
- Best Applications: CNC machining, automated dispensing, large-scale material transfer, fulfillment center load handling.
- Advantages: Simple, predictable motion. Easy to program and maintain. Scales to large work envelopes.
- Limitations: No rotational freedom. Large structural footprint. Less versatile on varied tasks.
5. Delta Robots
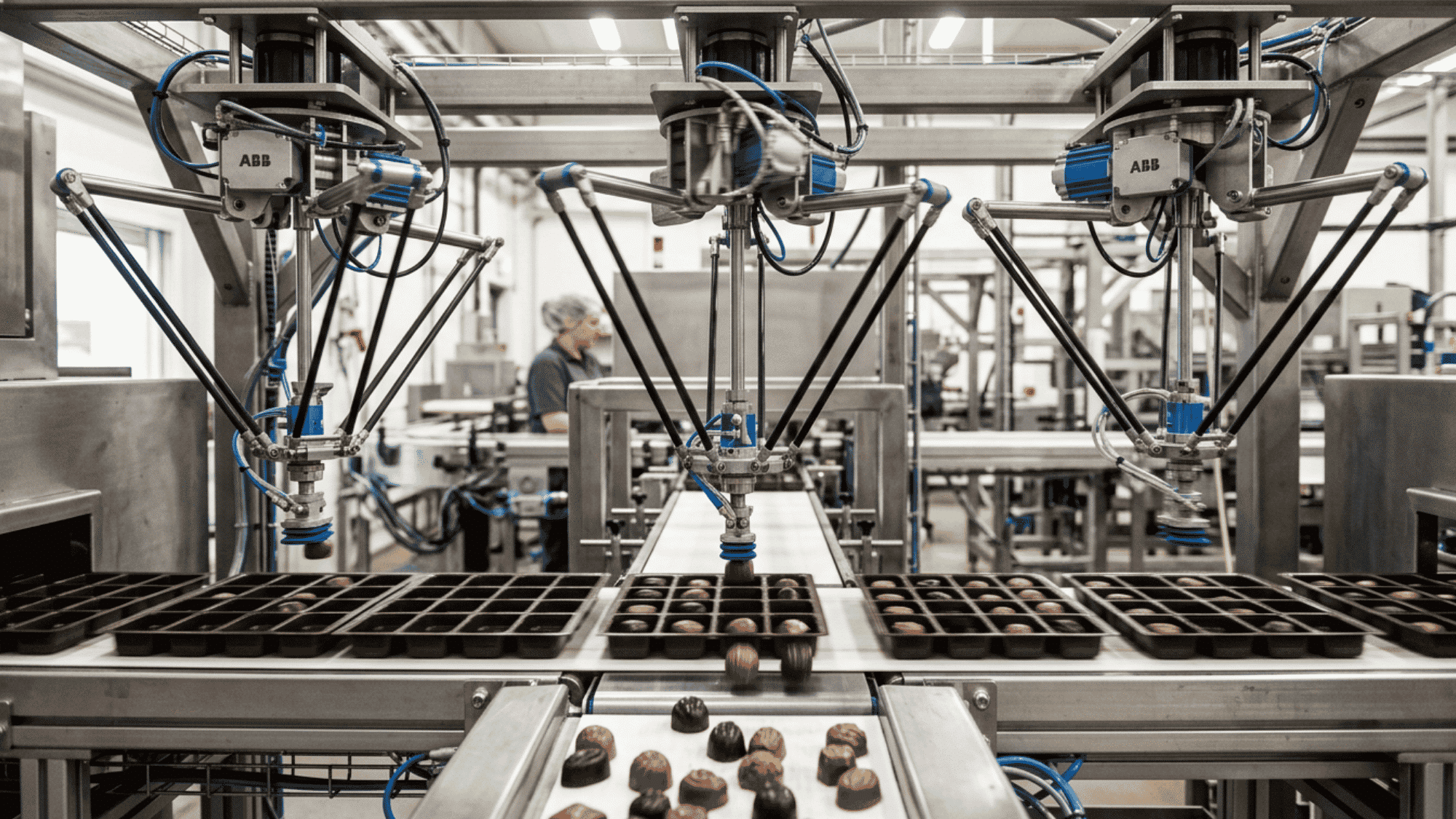
Spider-frame robots with three parallelogram arms. Motors remain fixed at the base, minimizing moving mass at extreme speeds.
- Best Applications: Food processing, pharmaceutical packaging, electronics placement, high-speed beverage sorting.
- Advantages: Hundreds of cycles per minute. High precision at speed. Proven in regulated environments.
- Limitations: Light payloads only. Small work area. No orientation flexibility.
6. Automated Guided Vehicles (AGVs)

Mobile platforms that follow fixed paths defined by magnetic strips, laser targets, or embedded floor wires.
- Best Applications: Automotive sub-assembly transport, warehouse material flow, scheduled component delivery.
- Advantages: Reliable on defined routes. Lower cost than autonomous alternatives. Suited to stable, repetitive flows.
- Limitations: Need operator oversight for obstacles. Path changes require infrastructure updates. Low adaptability.
7. Autonomous Mobile Robots (AMRs)

Self-navigating platforms use sensors and real-time mapping to route around obstacles without floor modifications.
- Best Applications: Parts transport between workstations, healthcare delivery, dynamic warehouse routing.
- Advantages: No floor changes needed. Adapts in real time. More flexible than track-based systems.
- Limitations: Higher cost than AGVs. Requires sensor maintenance. Performance depends on mapping quality.
8. Parallel Kinematic Robots
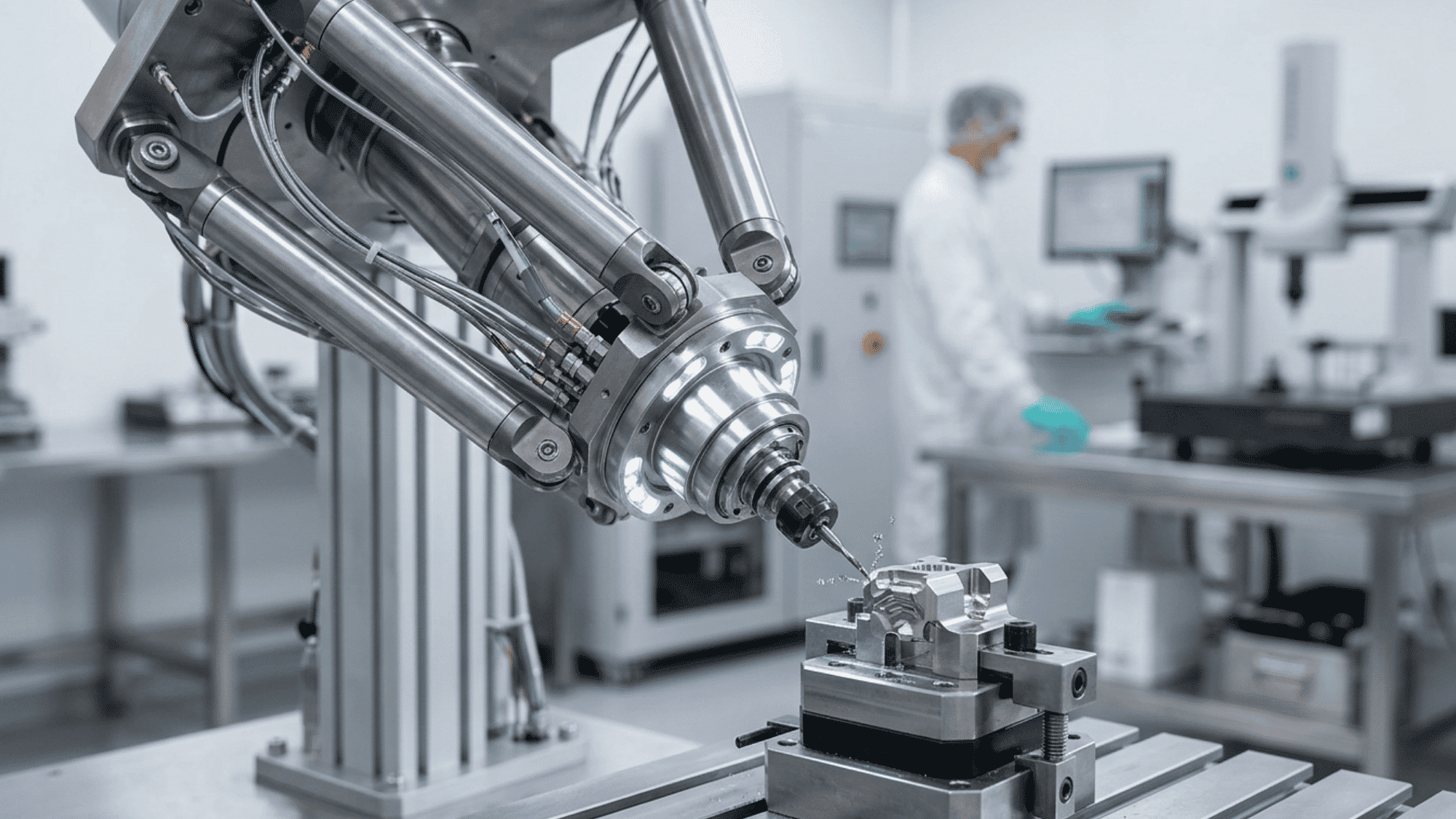
Multiple arms connect the base and end effector simultaneously, distributing load across all arms for high rigidity and accuracy. Includes Hexapods and Stewart Platforms.
- Best Applications: Precision milling and grinding, semiconductor optical alignment, medical device manufacturing.
- Advantages: High stiffness-to-weight ratio. Exceptional positioning accuracy. Reduced joint wear.
- Limitations: Complex kinematics. Smaller work envelope. Higher cost than most alternatives.
9. Cylindrical Robots
Arms combining a rotary base joint with linear vertical and horizontal movement, operating within a cylindrical envelope.
- Best Applications: Assembly, machine loading and unloading, spot welding, confined material transfer.
- Advantages: Simple mechanics, low maintenance. Easy to program. Consistent on repetitive tasks.
- Limitations: Limited flexibility. Cannot reach outside the cylindrical envelope. Declining in new installations.
10. Polar / Spherical Robots
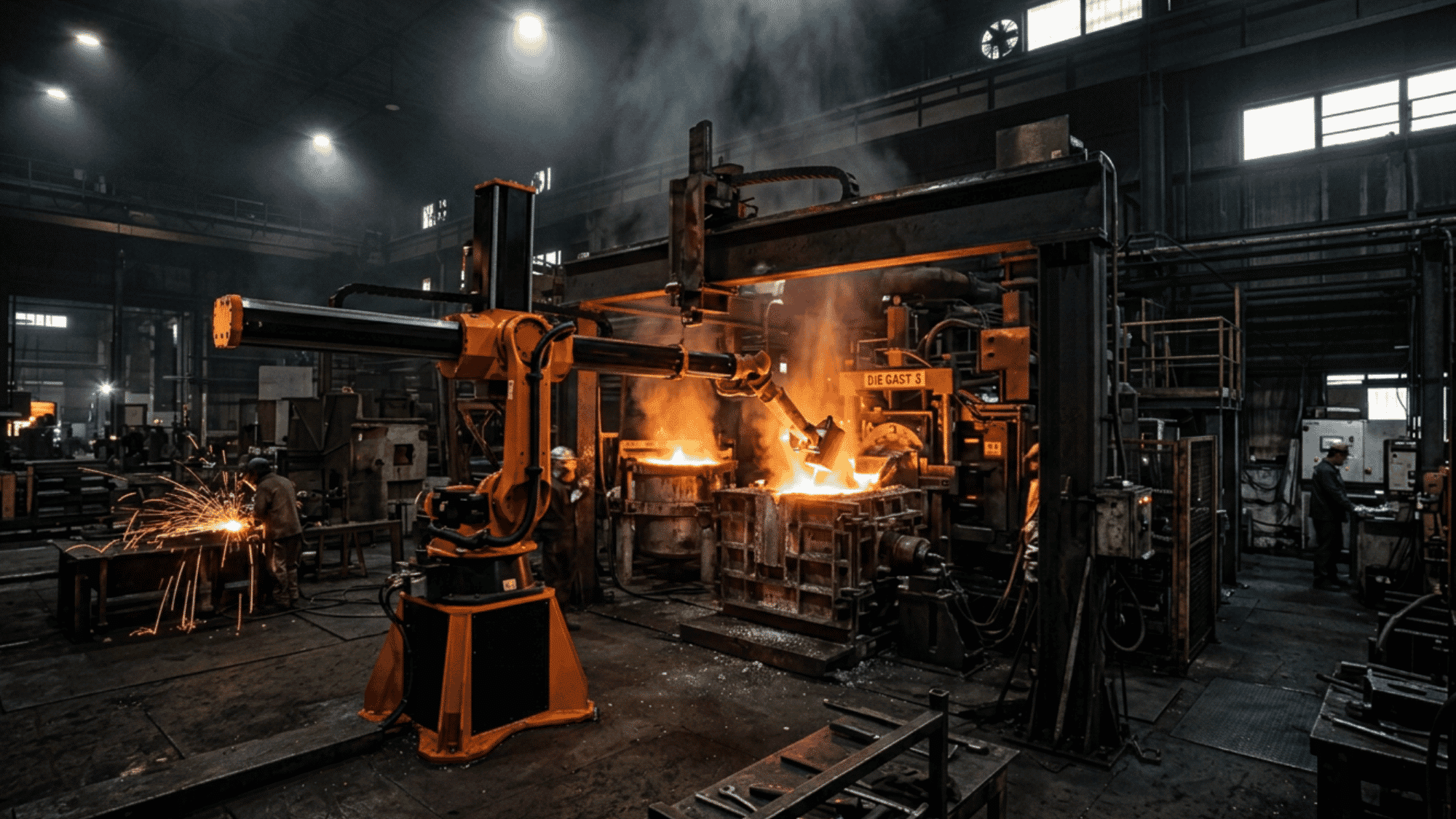
Two rotary joints and one linear joint sweep a spherical envelope, reaching above and below the base plane.
- Best Applications: Legacy die casting, glass handling, arc welding in older North American plants.
- Advantages: Reaches above and below the base plane. Covers angles cylindrical robots cannot. Viable in legacy setups.
- Limitations: Largely replaced by articulated robots. Few new installations. Limited parts and support market.
Key Industrial Applications by Robot Type
Each robot category earns its place based on mechanical fit, not general preference.
| Industry | Applications | Robot Type | Example Use Case |
|---|---|---|---|
| Automotive | Welding, assembly, and painting | Articulated | Arc welding, painting, body-in-white assembly |
| Automotive | Quality inspection | Cobots | Quality inspection alongside operators |
| Pharmaceutical | Packaging, dispensing, transport | Delta | High-speed blister pack filling |
| Pharmaceutical | Material handling | AMRs | Material transfer between sterile and non-sterile zones |
| Pharmaceutical | Precision dispensing | Cartesian | Precise dispensing on filling lines |
| Food Processing | Sorting, storage, portioning | Delta | High-speed sorting and packaging |
| Food Processing | Material transport | AGVs | Pallet transfer to cold storage on fixed routes |
| Food Processing | Portioning and assistance | Cobots | Portioning tasks with human oversight on the line |
The Future of Industrial Robot Categories
AI integration is reshaping what each category of industrial robot can accomplish. From smarter navigation to faster deployment, the shifts happening now will define how facilities operate over the next decade.
- AMRs are gaining more advanced environment mapping capabilities, allowing them to handle complex and unpredictable facility layouts with less human oversight.
- Cobots are developing better learning models that significantly reduce programming time, making them faster to deploy for new production tasks.
- Generative AI, as noted by Intel’s robotics research, is pushing robots beyond fixed task execution toward adaptive behavior, robots that respond to verbal instructions or adjust paths based on real-time visual input.
- KUKA and other leading manufacturers are expanding simulation tools, allowing facilities to model robot behavior and validate layouts digitally before any physical deployment, reducing installation risk and shortening time to operation.
Wrapping Up
No single robot type covers every production need. The right choice depends on what your line demands, how your facility is laid out, and what level of human involvement your process requires.
Getting that match right from the start saves cost, reduces downtime, and puts your team in a stronger position as automation technology continues to advance.
Start with your application requirements, not the spec sheet. Talk to a certified automation integrator, review IFR installation data for your sector, and run a thorough cost-benefit analysis that accounts for training, maintenance, and long-term scalability.
The investment pays off when the selection is grounded in operational reality.
Frequently Asked Questions
How Long Does Industrial Robot Installation Typically Take?
Most deployments take between four and twelve weeks. This includes site preparation, system integration, and operator training before the line goes live.
What is the Average Lifespan of an Industrial Robot?
Most units last ten to fifteen years with regular maintenance. Some well-maintained arms in automotive plants have run reliably for over twenty years.
Do Industrial Robots Require Specialized Staff to Operate?
Facilities need trained programmers or automation technicians to manage robot systems. Many manufacturers offer ongoing technical support as part of service agreements.